

Pipe Production Line
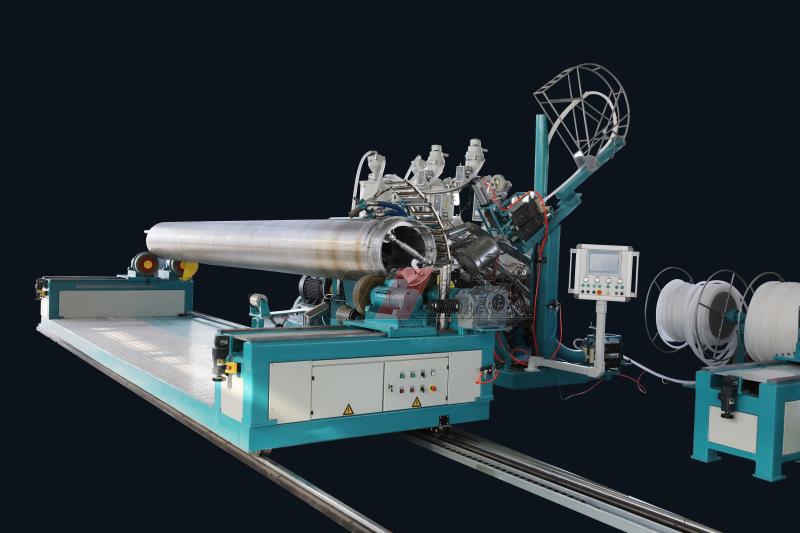
Krah pipe production line (Hot wound structural wall tube equipment)

Technical parameter:
| Model | Pipe(mm) | Speed(m/min) | Total Power(KW) |
| XDC/KRPE-2000 | φ200-φ2000 | 0.35 | 320 |
| XDC/KRPE-3000 | φ300-φ3000 | 0.30 | 460 |
| XDC/KRPE-4000 | φ1500-φ4000 | 0.15 | 660 |
After adding glass fiber to Krah-pipe:
| NO. | Diameter | Enclosure thickness (mm) | Ring stiffness | Stiffness increase ratio | Remarks | |
| Pure raw material | Glass fiber raw material | |||||
1 | DN800 | 5 | 5.18 | 8.13 | 56.9% | the same weight |
| 2 | DN1000 | 5 | 8.7 | 13.65 | 56.9% | the same weight |
| 3 | DN1500 | 5 | 8.24 | / | / | / |
| 6 | 4.72 | 8.08 | 71.2% | the same weight | ||
Product description:
The unit is commonly known as krah pipe in China, and it takes high-density polyethylene (HDPE) resins as main material by hot winding molding process. It is winding structural wall pipe B with strong anti-pressure capability, and supported by polypropylene (PP) single wall corrugation pipe. The pipe has smooth surfaces inside and circular reinforced structure outside, and it also has high circular rigidity, strong impact resistance and melting sealing joint. It belongs to flexible pipe.
1. Reduce melt pressure and energy consumption.The extruder platform car and winding platform adopt the precise line guide, three-dimensional movement and using servo motor control.
2. Patented technology for four extruders co-extrusion technology.
3. Choose different assignments according to raw material property and color, etc.
4. Improve the pipe strength
5. Cut down the cost
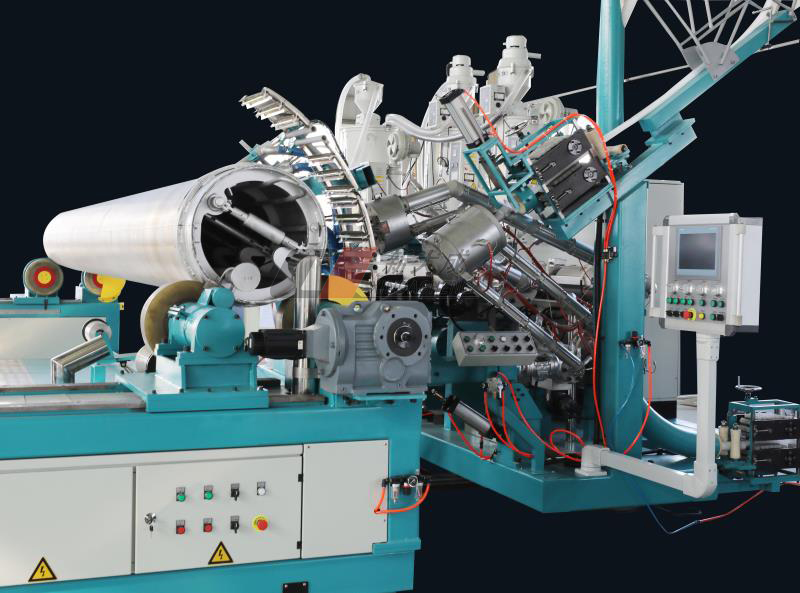
Various parts of the production line:
1. Optimized extruder placement and flow design.
2. Reduce melt pressure and energy consumption.
3. The extruder platform car and winding platform adopt the precise straight line guide, three dimensional and controlled by servo.
4. Patented technology for extruders co-extrusion technology.
5. Choose different assignments according to raw material property and color, etc.
6. Can be adding glass fiber for increasing pipe sriffness and reduce pipe cost.

7. Advanced PLC control system:
The whole line can be inergarated into the control system, not only controllde by linkage control but alse by individual control.
Programmatically control and monitor tuhe working condition, automatic correction of equipment operation and peotection.
8. Cooling cutting:
The cooling cutting adopts single-position design for cooling the product.
Trim along the socket.
Pneumatic cantilever control, exact dimension and high efficiency.
9. Demoulding device:
Advanced structural design and high reliability.
High degree of automation.
Effectively protect the mold and reduce the labor intensity.

Auxiliary equipment:
1. Dressing device:
The horizontal walking hydraulic lift will transfer the pipe after demoulding from hosting rack to the dresser and repair the pipe socket to meet the requirements of the exterrior quality of the pipe. Moreover, the electric fuse is embedded in the socket, Finally inspect and weigh the pipe.
2. PP corrugated pipe production line:
Dual module design;
Unique designed cooling system, high speed of production;
High efficiency.
3. Forming mould:
Diameter range: ∮200-4000mm;
Steel structure welded frame, easy operation;
Special steel production, long life and smooth demoulding.
4. Winding system:
Adopt full mechanical mode;
Convenient maintenance, strong reliability and tidy layout.

Four co-extrusion schematic:

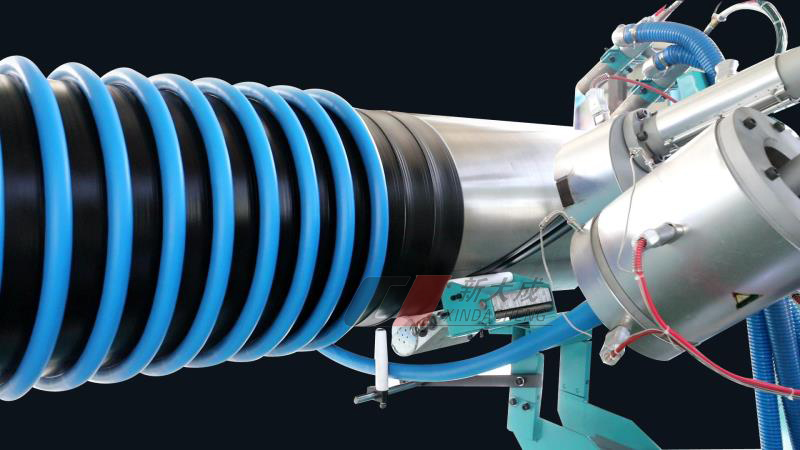
Pipe wall structure:


Application Field:
1. Underground drainage, sewage, aeration and others in municipal construction areas;
2. Drainage for railway, highway, court and others in road engineering areas;
3. Nuclear power plants, steel mills, power plants, petrochemical plants, docks, stations;
4. Tidal flat, saline pool, riverbed, soft foundation expansive soil, earthquake zone and others in adverse environmental areas.

: